
 Chris Haight is project manager at Portland, Ore.-based Pure Floors Inc.
Chris Haight is project manager at Portland, Ore.-based Pure Floors Inc.
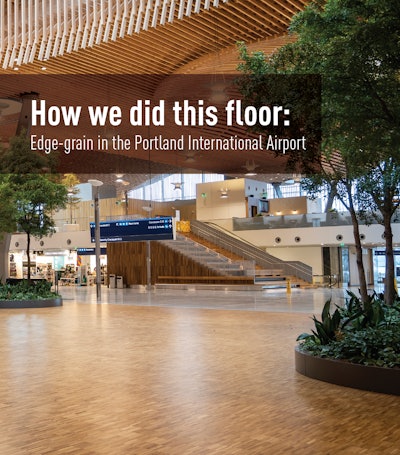
In the fall of 2023 we started a huge project: the renovation and expansion of Portland International Airport. Approximately 57,000 square feet of the airport now has local edge-grain with an oil finish—a massive undertaking, even for a company like ours that often handles big commercial projects (and we'll be doing another 18,000 square feet this year). As you can imagine, the project had an extended timeline: It was just shy of two years between when we were awarded the work and when we began on-site, and then most of the work happened within about 10 months. Here are some insights on how we tackled this project.
Of course, since you're working at a major airport, all of your work is behind security, but you aren't going through TSA security every day. They do a background check with pretty invasive vetting, and all people on site have to go through a training course, too. Most deliveries go through a security gate onto the tarmac where you are loading your tools. If your delivery driver doesn't have a security badge, which they almost never do, you need an escort to get through.


All the new and existing slabs had to meet the requirement for moisture vapor emissions, and areas that didn't meet the requirement had to be mitigated using epoxy to limit future moisture.
Regarding moisture from above, we knew that, historically, when it comes to commercial spaces their acclimation isn't kept as tight as it is in a residential project. When you're dealing with a massive space like this, you can't just walk to the wall and set the thermostat to what you need. And during the renovation/addition of a million-square-foot building, they don't have permanent HVAC set up, but you do your best to monitor the conditions on site. We had three data loggers spread throughout the building, and the GC had three or four more taking daily records to keep track in case conditions were going out of the set parameters.
Because the wood flooring was going to be edge-grain, we knew that almost all expansion would be upwards, with little expansion side-to-side. So even when joining areas of 15,000 square feet together, we only had to leave an expansion joint of 1/4 inch.


About 10,000 bags of self leveler were used in preparation before the wood flooring could be installed. We had 14 people working on just leveling. The GC provided us with a graphic map of what leveling had to be done. Benchmarks were literally marked on the wall, and then they indicated how much self-leveling could go on top of that for structural reasons.


The wood flooring was local white oak edge grain by Zena Forest Products. They use waste from manufacturing their wide plank flooring to create the 3/4-inch strips that are then connected by two thin embedded wire backings to assemble 7½-by-15-inch hardwood tiles.
We had 11 people working on installing wood. The installation was done with smaller sections at a time, completing those start-to-finish before working in a new area, and always working around other trades. Sometimes there were so many trades and so much yellow tape, you didn't know which side of the tape you were supposed to be on! At times, the sections being installed were not next to each other, which added a challenge—there had to be careful planning to ensure transitions were as seamless and accurate as possible. A lot of the work was 500 feet here, then 6,000 feet there. What worked in our favor was that with the mosaic-type edge grain, it was easier to create a seamless appearance when matching up the flooring than it would be with a typical strip or plank floor.
The start of the wood flooring layout was difficult. There were many areas with future concession buildouts we had to work around, and there were also large tree wells where they were going to plant live trees inside the airport (they took a lot of care about using waterproofing in the recessed tree wells so no water could permeate into the wood flooring). You're trying to use an architect's rendering of what it's going to be and put that on the floor—you're basically installing flooring to an imaginary line hoping and praying that all your measuring was correct.
Because of how some of our access points were, we ended up having to go across flooring sitting in a sea of wet glue, so you would run the risk of it separating, and in those areas we had to use a lot of tape on the face of the flooring.
You can imagine when you have 100- or 200-foot runs, you have to take it in small sections so your adhesive doesn't set up before you install the flooring. We worked side by side taking 2-by-50-foot sections and snapping the line, spread adhesive to it, installing, and repeating that over and over.


The wood was harder to sand than your typical floor due to its density and the smaller individual tiles. Because of the hardness, we sanded with 50-grit on the big machine on an angle, then sanded straight with the grain with the same grit. Then we used 80-grit on the multi-disc before we water-popped.


The airport had been testing the oil finish for two years, because of course no one knew for sure how the finish would hold up to such a massive amount of traffic. Nothing is ideal about working in large commercial spaces, and that particularly goes for applying finish. There was no controlling the environment for debris, airflow or foot traffic, so finishing conditions were challenging! We applied three coats of oil finish.
The expansion opened on Aug. 14, and so far everyone is impressed with the durability of it. Of course it is on a regular maintenance schedule—with the immense amounts of traffic, we plan that it will need another coat every six months.

We felt fortunate to be a part of a groundbreaking feat of architecture and sustainability on such a grand scale. We hope this project is the first of many including the same process and material—not only for the aesthetically pleasing qualities, but also for the future of sustainability in commercial spaces.
 The completed flooring showing the seamless expansion tracks, including where the flooring meets the terrazzo flooring, as well as some of the many tree wells.
The completed flooring showing the seamless expansion tracks, including where the flooring meets the terrazzo flooring, as well as some of the many tree wells.
 The finished herringbone flooring in the restaurant seating area.
The finished herringbone flooring in the restaurant seating area.
SUPPLIERS:
Flooring contractor: Rubinstein's Contract Carpet (Portland, Ore.) | Abrasives: Norton | Adhesive: Pallman P5 | Buffer, Dust containment: American Sanders RS16, American Sanders AVAC 26 | Edgers: American Sanders Super 7, Pallman Gecko | Filler: Pallman Pall x Filler Kit | Finish: Pallman Magic Oil (Neutral) | Laser: DeWalt | Moisture barrier: Uzin 460, Pallman P104 | Moisture meter: Lignomat | Routers: Porter Cable, Milwaukee | Sander (big machine): Lägler Hummel | Sander (palm): Mirka Deros, Festool Rotex | Sander (multi-disc): Pallman Spider | Self-leveler: Uzin 170 | Table saw: Bosch | Software: Procore | Vacuum: Husqvarna S26, American Sanders AVAC 26 | Wood flooring: Zena Forest Products
An Interesting Aspect: Expansion Joints

An interesting aspect of this job was that there were many expansion joints in the concrete (and our wood flooring) to allow for seismic activity. They were primed and filled with cementitious underlayment to bring the wood flooring to the correct elevation. Wood flooring was installed seamlessly tight inside with tracks, then sanded and finished carefully so as to not damage the surrounding surfaces.
Different Flooring for a Restaurant: Ebonized Herringbone


In a local favorite bar, 4,000 square feet of engineered Oregon white oak was installed in a herringbone pattern, sanded, ebonized with iron acetate and finished with two coats of oil finish. In the bottom photo, you can see the finished herringbone flooring in the restaurant seating area.